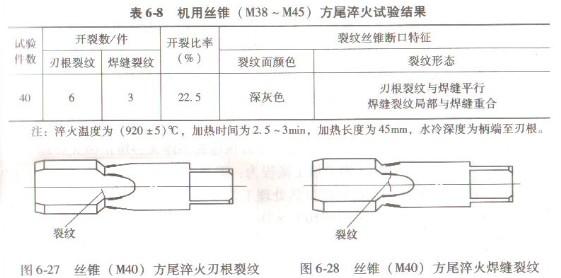
|
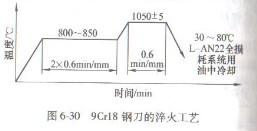
鋼刀是屠宰設(shè)備的關(guān)鍵刀具,原采用國外進口材料DIN1.4112鋼制作。為實現(xiàn)國產(chǎn)化�����,采用9Cr18馬氏體不銹鋼代替進口鋼材��。鋼刀尺寸為553mm×211mm x8mm�����, 其結(jié)構(gòu)簡圖如圖6-29 所示����。技術(shù)要求為:硬度54 ~58HRC,E 面平面度誤差<0.025mm�,其淬火工藝如圖6-30所示。生產(chǎn)中發(fā)現(xiàn)�����,鋼刀熱處理后��,金相組織為隱晶馬氏體+碳化物+殘留奧氏體�����,硬度為58HRC左右����,符合技術(shù)要求�;但鋼刀淬火后變形嚴重超差����,E面下凹,F(xiàn)面凸起��,翹曲變形量達2.8mm�,造成不少工件失效報廢。
檢驗發(fā)現(xiàn)��,鋼刀在X一X方向變形達2.8mm��,在H一H方向變形為1mm�����。分析認為���,刀具淬火時�,刃口E面冷卻速度快�����,過冷奧氏體先達到 Ms點發(fā)生馬氏體轉(zhuǎn)變���,體積脹大��,而刃口F面內(nèi)側(cè)在E面膨脹作用下產(chǎn)生拉應(yīng)力�,E面膨脹時因受到F面內(nèi)側(cè)限制形成壓應(yīng)力����,使鋼刀發(fā)生翹曲變形,刃口E面下凹���,F(xiàn)面凸起�����。為防止鋼刀翹曲變形超差失效����,提出鋼刀預(yù)彎曲一淬火一矯正回火處理工藝改進試驗��,效果良好��。
9Cr18鋼刀加工流程為:鍛造一退火一機加工一預(yù)彎曲處理一淬火一回火一精磨一成品。主要熱處理工藝改進措施如下:
(1)熱應(yīng)力預(yù)彎曲���,工藝為750℃x2h����,保護加熱�����;應(yīng)使工件均勻加熱���,消除加工應(yīng)力����。
(2)6000C空冷處理�,目的是增大刃口E面與F面誤差,增大熱應(yīng)力���,使熱應(yīng)力預(yù)彎曲符合要求指標��。
(3)經(jīng)上述處理后�,鋼刀在X一X方向熱應(yīng)力翹曲變形為2.Smm左右��,在H一H方向變形為0.7mm左右,刃口E面凸起�����,F(xiàn)面下凹���,和組織應(yīng)力產(chǎn)生的變形方向相反。此后���,將9Cr18鋼刀用螺栓固定于仿形夾具上���,進行保護氣氛定形處理,使工件內(nèi)應(yīng)力消除�,但預(yù)彎曲變形保留。
(4)淬火�����。鋼刀預(yù)彎曲處理后淬火�����,工件變形大大減少�,F(xiàn)面凸起約為0.3 - 0.4mm。
(5)矯正回火。將淬火后刀具夾緊����,夾具是專用設(shè)計的;利用回火時工件的自回復(fù)作用��,使鋼刀變形進一步減少����。生產(chǎn)操作要點是:①鋼刀要在專用夾具夾緊;②淬火并夾緊后立即回火����,回火工藝為:油溫22W x3h回火。處理后���,工件變形微小���,符合技術(shù)要求,并可防止鋼刀因應(yīng)力大出現(xiàn)碎裂失效弊病��,產(chǎn)品質(zhì)量明顯改善���。
9Cr18鋼刀采用上述改進熱處理工藝生產(chǎn)后�����,鋼刀強度�����、硬度及耐蝕性優(yōu)良��,并且變形微小�,E面平面度誤差<0.025mm����,滿足工件尺寸精度及公差要求。
|