|
醫(yī)學(xué)上用的器械都是非常小巧的���,在制造這些器械時都是用很高的電流頻率進行感應(yīng)加熱����,尺寸比較小的用150 - 400kHz 的高頻電源����,其功率為1 ~2kW; 尺寸大一點的用50 - 485kHz 的高頻電源,功率3 - 4kW����。感應(yīng)器是專門設(shè)計的���,配套用的高頻電源體積也很小。幾個典型的應(yīng)用介紹于下�。
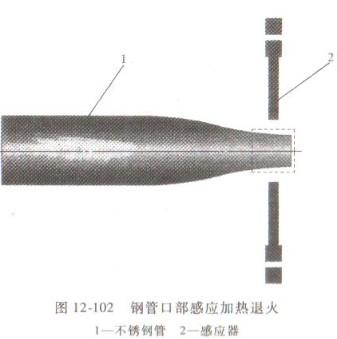
1、不銹鋼管口部的退火
不銹鋼管在收口成型以后�����,要求對鋼管口部退火���,如圖12-102所示���。不銹鋼管口部的直徑為0.1" (2.54mm),感應(yīng)器的線圈為2匝���,用純銅管繞制����。電流頻率323kHz��,功率lkW�����,退火溫度2000°F (109°C),退火時間30s�,達到不銹鋼管的技術(shù)性能要求。
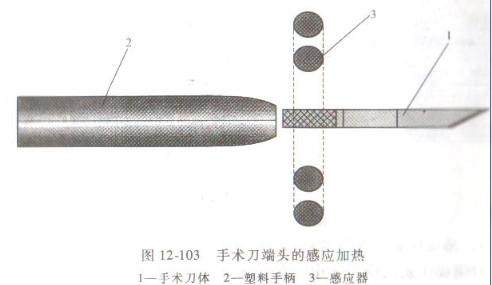
2 �����、手術(shù)刀與塑料手柄的連接
圖12-103為手術(shù)刀端部的感應(yīng)加熱示意圖�����。刀體的端部直徑為0.125"(3.175mm)�,感應(yīng)線圈是多匝的��。在電流頻率390kHz�����、功率3kW���、2s的時間將刀體端部加熱到450°F(23℃)��,然后將刀體的端部袵人塑料手柄中����,=者連接在一起成為一把完整的手術(shù)刀。
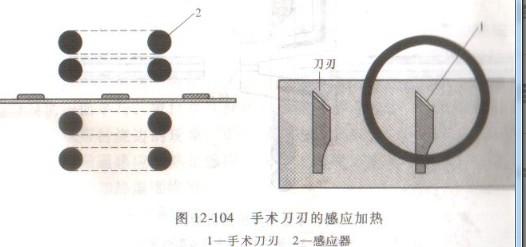
3����、手術(shù)刀刃的淬火
不銹鋼制的手術(shù)刀,其刃口需要淬火處理��,其感應(yīng)加熱如圖12-104所示�。專門設(shè)計的感應(yīng)線圈為4匝螺旋形,感應(yīng)加熱時爭術(shù)刀的刃部放在感應(yīng)線圈中部位置����,即在手術(shù)刀的兩側(cè)各有2匝線圈t在電流頻率339kHz、功率3kW�����、2s 的加熱時間將手術(shù)刀刃口部位加熱到2000°F(1093℃)�����。
4����、記憶合金整形的加熱
記憶合金線加工成一定的形狀后需進行加熱,待冷卻后使成型的記憶合金保持正確的形狀與尺寸而不再變形。 圖l2-105為記憶合金整形的感應(yīng)加熱示意圖���。
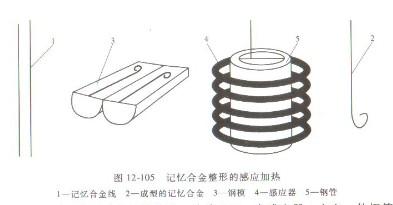
成型的記憶合金2放在鋼模3中加熱�����,鋼模3制成兩半���,在鋼模的分界面上�����,各自刻有成型記憶合金2的正確形狀與尺寸���,成型的記憶合金2放在兩半鋼模的中間�,兩半鋼模對接在一起成為一個完整的鋼模����。鋼模的直徑為2"(50.8mm)。感應(yīng)線圈為圓柱螺旋形�����,共計5匝。在感應(yīng)器4中有一件鋼管5�����,感應(yīng)加熱時鋼模3放入鋼管5中��。當(dāng)電流頻率131kHz����、功率3kW、15min的時間將鋼模與成型的記憶合金加熱到975°F(524℃)����。
5、導(dǎo)管模具的加熱
圖12-106是導(dǎo)管模具的感應(yīng)加熱示意圖��。
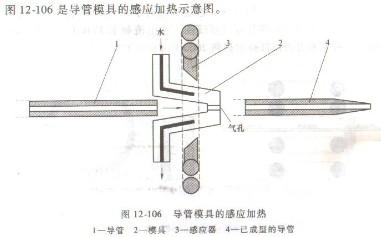
導(dǎo)管由尼龍材料制成���,須將其端頭加工成尖形���。模具由黃銅制成,并通水進行冷卻�,在模具的頭上有一個出氣孔。感應(yīng)器的線圈為2匝�。當(dāng)感應(yīng)器供電感應(yīng)加熱時����,模具需通水冷卻���,模具頭部加熱到400°F(204℃)�����,將導(dǎo)管1推入模具2里�����,尼龍材料受熱后成為尖頭。其電流頻率325kHz�,功率3kW,加熱時間3 -6s達到所要求的溫度����。
6、特氟隆導(dǎo)管端頭的內(nèi)成型
圖12-107為特氟隆導(dǎo)管端頭內(nèi)成型用的感應(yīng)加熱示意圖���。
特氟隆導(dǎo)管端頭內(nèi)孔要制成錐形����,采用感應(yīng)加熱的方式,把具有水冷的鋼模加熱到700°F(37℃)���,然后特氟隆導(dǎo)管插入鋼模中����,導(dǎo)管端頭的內(nèi)孔就變成了錐形��。感應(yīng)加熱用的電流頻率為376kHz���、功率3 kW�����,加熱時間8s將鋼模加熱到所要求的溫度����。
鄭州高氏是研發(fā)高頻感應(yīng)加熱電源���,高頻感應(yīng)加熱機廠家生產(chǎn)的鄭州高氏感應(yīng)加熱設(shè)備暢銷國內(nèi)外�,如有在感應(yīng)加熱方面有技術(shù)問題的話��,請撥打0371-860223266
|