|
在熱處理生產(chǎn)線上�����,高頻感應加熱電源操作中會用到的鋼材的水平傳送機構(gòu)���,是由供料機構(gòu)送入輥道的鋼材,依靠水平傳送機構(gòu)使其等速前進�����。通過感應器和冷卻器進行加熱和冷卻��,完成熱處理過程��。
水平傳送輥道長度從幾十米至數(shù)百米�,由眾多的輥輪組成。為了保證鋼材的加熱和冷卻過程溫度的均勻性��,要求傳送機構(gòu)應當保證鋼材勻速前進��。否則�����,會產(chǎn)生鋼材加熱和冷卻的不均勻性,從而降低了熱處理的質(zhì)量���。生產(chǎn)實踐表明�,在感應加熱快速熱處理條件下����,鋼材前進速度的變化對加熱溫度產(chǎn)生很大的影響。每加速或減慢Is會使鋼材溫度產(chǎn)生20℃以上的波動�����。由此可見��,傳送機構(gòu)對鋼材前進速度的勻速穩(wěn)定性的重要作用���。以下介紹兩種水平傳送機構(gòu)���。
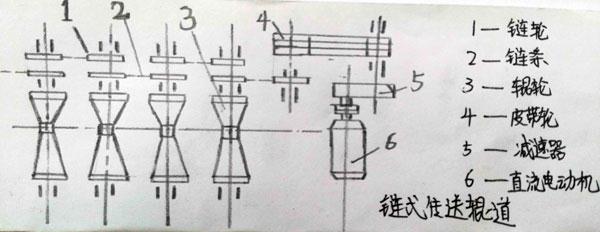
鏈式傳送輥道,如下圖所示。它是由驅(qū)動系統(tǒng)(直流電機���、減速器���、皮帶輪組成)����。鏈條和鏈輪等部件組成的簡易傳送機構(gòu)�����。適用于鋼料傳送速度較慢的�、長度短的熱處理生產(chǎn)線���。通過驅(qū)動直流電機來調(diào)控鋼材的前進速度����。由于采用了皮帶輪和鏈條等部件��,鋼材前進速度的均勻性和穩(wěn)定性較差���,必須經(jīng)常檢查上述部件的松緊度����。
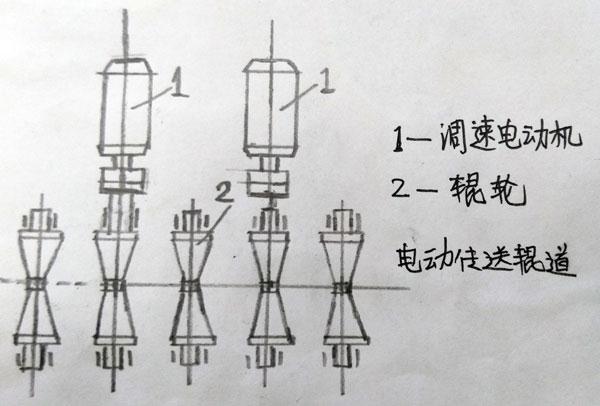
調(diào)速電動機傳送輥道���,如下圖所示�����。它是由調(diào)速電動機直接拖動輥輪使鋼材前進�����。調(diào)速電動機使用的間距由鋼材長度而定�����。電動機的轉(zhuǎn)速采用變頻調(diào)速電源來調(diào)控鋼材前進速度�����。這種傳送方式是當前鋼材感應加熱快速熱處理生產(chǎn)線使用多的方式�����。它是實現(xiàn)熱處理生產(chǎn)線功率-溫度自動控制必備的條件���。
鋼材水平傳送機構(gòu)的應用也離不開高頻感應加熱電源的電源供應����,兩者都是熱處理自動生產(chǎn)線上不可或缺的配置。
|